Zastosowania gwintowników
Do nacinania gwintu używa się jednego gwintownika maszynowego przelotowego bądź nieprzelotowy. Natomiast przy obróbce ręcznej koniecznością jest zastosowanie kompletu gwintowników, który składa się najczęściej z dwóch gwintowników jakimi są: gwintownik zdzierak oraz wykańczak lub trzech narzędzi: zdzieraka, pośrednika oraz wykańczaka.
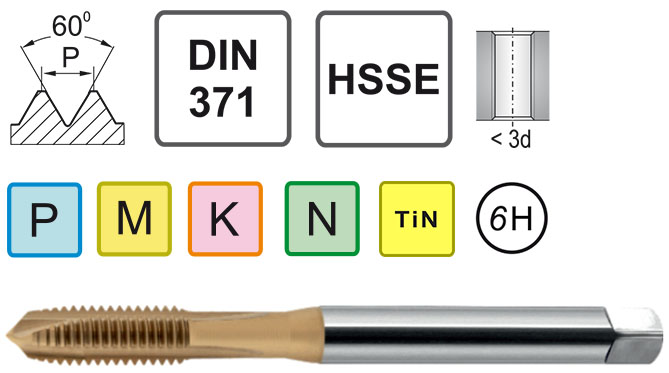
Dzielimy gwintowniki maszynowe i gwintowniki ręczne ze względu na rodzaj wykonywanego gwintu: walcowego oraz stożkowego, również jak do gwintów metrycznych, calowych, trepanacyjnych oraz rurowych. Gwintowniki wykonywane są ze stali szybkotnącej HSS oraz ze stali szybkotnącej kobaltowej HSSE z dodatkiem 5% kobaltu, dzięki któremu narzędzia są twardsze, posiadają większą odporność na ścieranie i wszelkie uszkodzenia mechaniczne. Mogą również wykonywać pracę w materiałach o twardości do 35 HRC. a same posiadają jej 62 HRC. Są również w różnych wariantach bez pokrycia jak i z pokryciem jak i różnych odmianach nakroju. Aktualnie występują one w dwóch nakrojach B i C, lecz nakrój C występuje również w postaci skrętnej co daje nam trzy rodzaje gwintowników.
Nakrój B jest to nakrój prostym, stosowany do otworów przelotowych. Ma on nacięcie na początki gwintownika, jego zadaniem jest wypychanie wiórów powstałych podczas skrawania w dół otworu. Dzięki temu jest dużo mniejsze prawdopodobieństwo uszkodzenia gwintownika, czy samego gwintu.
Nakrój C jest to nakrój krótki, który występuje w dwóch wersjach: skrętnym oraz prostym. Nakrój prosty stosuje się do otworów przelotowych oraz nieprzelotowych. Ma on rowki wiórowe proste, w których podczas obróbki gromadzą się powstałe wióry po przez skrawanie. Lecz nie zaleca się go do gwintowania zbyt wielu gwintów.
Kolejną wersją nakroju C jest nakrój skrętny, krótki przeznaczony do wykonywania obróbki otworów nieprzelotowych. Mają rowki wiórowe skrętne, których zadaniem jest wypychanie wiórów w górę i właśnie dzięki temu rozwiązaniu wióry w otworze nieprzelotowym nie zostaną w otworze.
Podobna analogia jest z narzynkami, z tym że tam występuję głównie jeden nakrój gwintu. Narzynki ze względu na materiał dzieli się na 2 gatunki HSS oraz HSSE.

Rodzaje gwintów gwintowników
Za pomocą gwintownika metrycznego ręcznego otrzymujemy gwint o kącie 60 stopni. Do jego uzyskania jest konieczność zastosowania specjalnego pokrętła. Występują one pojedynko jak i w zestawach dwóch bądź trzech elementów. Długoletnie stosowanie,żywotność jak i odporność na wszelki e uszkodzenia mechaniczne gwintowników jest zapewnione dzięki wysokiej jakości materiałów z jakich zostały one wykonane.
Gwintowniki maszynowe przeznaczone są do obróbki maszynowej różnych rodzajów gwintów i materiałów. Produkowane są one przez duże i godne zaufania firmy takie jak: Fanar z Ciechanowa, Narex z Czech jak i również FRA z Serbii. Narzędzia te produkowane są głównie ze stali szybkotnącej HSS jak i ze stali szybkoschnącej kobaltowej HSSE, która posiada dodatek 5% kobaltu, wtedy gwintowniki mają oznaczenie Inox, który informuje nas o możliwości obróbki w materiałach takich jak: stal, stal nierdzewna i żeliwo. Występują one również w wersji wykonania ze stali proszkowej HSSE-PM jak i pełnowęglikowej VHM. Istnieją gwintowniki maszynowe metryczne zwykłe oraz drobnozwojne, wykonujące gwint o kącie 60 stopni. Gwintowniki maszynowe calowe G są opisane w normie niemieckiej DIN 5156, ma on szyjkę węższą od część roboczej, dzięki czemu mamy możliwość wykonywać pracy gwintowania głębokich otworów i kąt gwintu posiada 55 stopni.
Gwintowniki ręczne calowe rurowe najczęściej są w kompletach 2 sztuki składają się z gwintownika zdzieraka, którego zadaniem jest wybranie zgrubnie większej szczęści gwintu, i właśnie w tej części gwintowania występuje największy opór. Kolejnym gwintownikiem występującym w zestawie jest gwintownik, który nadaje końcowy kształt gwintu jak i tolerancje. Wykonane są one ze stali szybkotnącej HSS oraz ze stali HSSE, w której jest dodatek 5% kobaltu.
